 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網






| 應用領域 | 電子/電池 |
|---|
6AG1226-6BA32-5XB0
SIPLUS S7-1200 SM 1226 F-DI 16x24VDC -25...+55°C 帶防腐蝕涂層 根據 6ES7226-6BA32-0XB0 F-DI 16X 24V DC, PROFIsafe,70mm 結構寬度, 至 PL E(ISO 13849-1)/ SIL3(IEC 6
 |
| 參考價 | ¥12 |
| 訂貨量 | 1 臺 |
更新時間:2023-07-17 13:45:44瀏覽次數:708
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
|
 |
|
西門子1200寬溫型PLC模塊6AG12266BA325XB0
 | 6AG1226-6BA32-5XB0 SIPLUS S7-1200 SM 1226 F-DI 16x24VDC -25...+55°C 帶防腐蝕涂層 根據 6ES7226-6BA32-0XB0 F-DI 16X 24V DC, PROFIsafe,70mm 結構寬度, 至 PL E(ISO 13849-1)/ SIL3(IEC 61508) |
SIEMENS西門子
*,質量保證,保修一年
專業銷售及維修西門子各類工控自動化配件;
:S7-200CN、S7-200SMART、S7-300、S7-400、 S7-1200、S7-1500、ET200、LOGO邏西門子可編程控制器輯控制模塊
西門子HMI人機界面:觸摸屏
西門子變頻器:MM420、MM430、MM440、G110、G120、6SE70
西門子工業以太網:通訊網卡、通訊電纜、通訊接頭、總線連接器 工控機、交換機、自動化軟件等系型號齊全,快速報價,買我們的產品無憂所值,我們的產品都承諾質保一年,讓您買的省心舒心,用的放心!
一起840Di sl系統報警處理過程日記
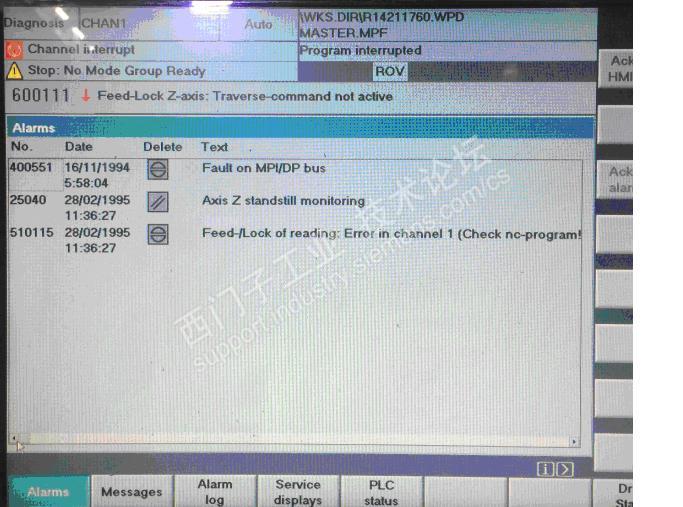
2018-10-19上午,接到工廠電話說有一臺西門子840Di sl系統設備,在“聯動”時很頻繁地出現停機故障(原來一天或者幾天可能會出現一次或者沒有的頻率,始終沒有真正找尋到故障原因)。到現場監控OP屏報警信息,其中一次有報警25040#系統警,另外一個設備制造商故障號510115#暫時不展開說明(該報警是由于25040# 報警引起),圖示:
打開【診斷手冊】看該故障信息描述為“靜止誤差監控”錯誤。根據手冊說明,MD36000(精確粗準停)參數需要小于MD36030(零速公差)和MD36040(零速度控制延時)。
進入到系統OP屏,查看車床Z軸數據檢查具體實際參數,其中:
MD36000 = 0.5 mm
MD36030 = 0.2mm
MD36040 = 0.4 S
根據【診斷手冊】描述MD36000 > MD36030/MD36040,該設備使用已經近10年,出現類似的問題除了本通道軸原因外,外部機械、液壓系統原因也比較常見。為再次確認設備運行時的報警信息,重新開機運行,發現當設備其中一個通道軸(該設備的4#通道軸,數據變化時,就出現報警停機),故障時圖示:正常時,該軸位置值應該是在1014.000mm;同時,當上主軸回程時,該故障出現的概率比較大。該上主軸運動為液壓伺服系統,對于上主軸回程時,對系統泵頭P1排量要求較大。

當將NCK程序編輯不參與運行Z_SPR軸時,這個不應該動作的軸的數據由1014.000變化為1014.125 mm,重新打開NCK加工程序,用分號斷開該通道4#的所有動作,再將Z_SPR軸回原點后再測試,該數據仍然有變化(排除了因NCK程序的原因)。
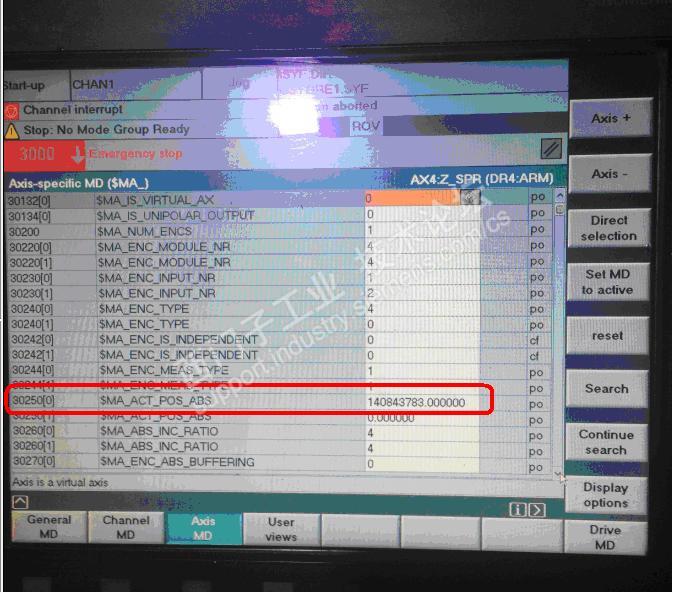
停機打開該設備的通道4的軸參數,發現對應的參數30250#數據(編碼器斷電前的數據參數)的“個位”數一直在跳變,而監控其它軸的30250# 數據相對都穩定的(*參考依據),圖示:個位數3一直在3 ~ 4之間跳變,數據通過內部變換后就是那個通道4# Z_SPR的位置數據值。
因為,目前工藝允許停止該Z_SPR軸運行,于是考慮將此軸暫時屏蔽,看是否有效的方法。
按西門子840D系統屏蔽軸的步驟:1)設置對應的軸參數為0;2)關閉軸激活為模擬軸
1)設置改軸的參數
MD30130由1修改為0 禁止輸出到端口
MD30200由1修改為0 位置和速度反饋為無編碼器
MD30240由4修改為0 位置和速度反饋為模擬反饋
2)按“MENU SELECT”鍵 –> 啟動(調試)–> 機床數據 –> 驅動配置,沒有找到驅動配置界面,電話咨詢熟悉系統的工程師,說這個840Di sl不需要這個選項,只能放棄該步操作。斷電重新啟動系統,該通道位置值由1014.000變為0.000 mm,屏蔽參數設置有效。
開機測試,回原點操作無效,懷疑可能是由于通道4# Z_SPR屏蔽后,軸數據變為0,相關回原點的控制條件沒有滿足(pilz參與安全位置檢測,無法上載pilz用戶程序),因為無法將此位置數據值關聯到plc的控制程序中,只能放棄屏蔽軸的操作。
重新將軸參數復原后斷電重新啟動系統,這時通道4軸位置數據由0.000變為1014.000 mm,回原點操作可以,但是,仍然是由于該通道4位置數據“無辜”變化,影響到回原點無法正常被執行。想到在PLC控制中斷開該軸幾個關鍵控制位值DB34.DBX1.5/DB34.DBX2.1/DB34.DBX21.7將由1變為0,測試結果仍然是回原點無法正常執行。那么,既然已經斷開了該軸的使能、脈沖、系統檢測1,這個由編碼器測定的數據怎么會仍然有變化?(錯誤的理解為這時候的軸已經被機械抱閘鎖死)難道是編碼器故障或者是干擾原因引起,可單獨測試該軸可以正常移動,軸數據也會隨著移動位置的變化而變化。那干擾從哪里來?該設備已經使用10年余,且該設備附件近期沒有變更過設備狀況及安裝過其它設備,半天的工作就在不經意間渡過了,還是先重新整理一下,下一步的工作思路吧。
該故障由Z軸報警25040#開始,延伸到通道4#軸的位置數據變化引起的無法回原點操作,是通道4軸編碼器數據干擾還是其它原因,只能等待明天的工作進展情況。Z軸回原點正常后,該軸位置數據前面有大家說的那個“寶馬”標記。
第二天,重新返回到剛剛開始的打算,將參數SPR軸MD36000 數據由0.5修改1.0 mm再斷電有效后測試,回原點失敗;再次將Z軸MD36000由10.0改為30.0,斷電生效后測試回原點仍然失敗,考慮到設備是已經是已用設備,參數調整應該是比較合理了的,重新恢復原機床數據,回頭看液壓系統相關的閥控單元,對相關的閥組進行著一清洗、梳理,無發現明顯的卡芯或線圈開路故障。
第三天一早,重新操作回原點,發現應該是上主軸回程的閥組動作,而實際且且是下降動作,于是,重點關注到液壓系統的泵頭壓力上。排除因泵頭壓力降低引起的動作錯誤,特意單獨將該設備上的其它泵的油路連接到該回路,當系統壓力調整到6.5MPa后,上主軸能夠回程,說明該回路的液壓系統壓力降低引起的動作錯誤判斷有了實際的參考依據。
通過近3天的排查,故障范圍縮小到SPR軸伺服電機的編碼器及上主軸的系統泵頭壓力上。
對策:SPR軸伺服電機編碼器送上海西門子處診斷,上主軸系統泵因為沒有備件,打算明天通過電氣控制、液壓控制回路及泵頭本體入手排查,同時,準備訂購該泵泵頭。
送上海維修Z_SPR伺服軸,因為想爭取一些維修時間,讓公司采購網購一個二手的編碼器(EQI 1325.005 – 32),3個多小時的路程到了上海,上機臺先用儀器測試編碼器,診斷結果不好。測試原編碼器有一項數據顯示不理想,因為該伺服電機使用近10年,電氣元件的老化很有可能,只能讓維修公司換件,在試驗臺測試伺服電機正常平穩運行后,立即回公司準備上機測試,但愿故障是該伺服電機引起的,晚上10點多到達公司。
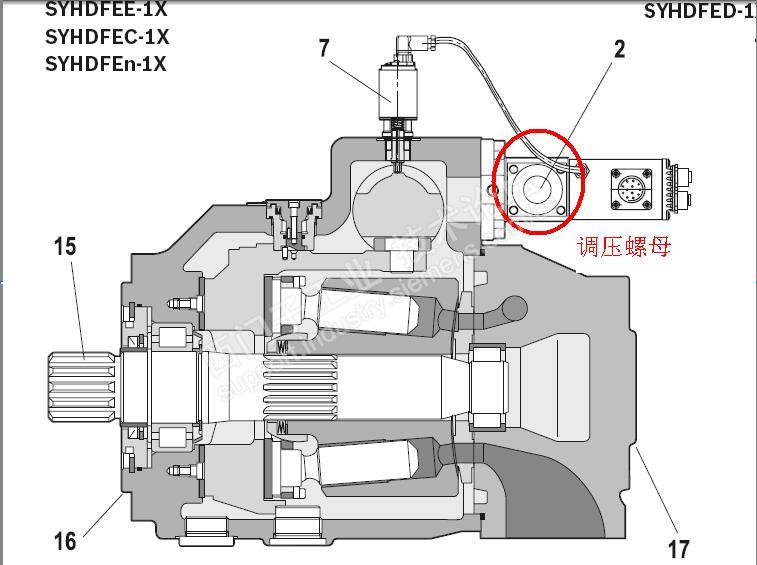
回來后的一早趕緊安裝該維修好的伺服電機,上電測試故障依舊。問題鎖定到該設備的系統泵頭上,因該泵頭沒有備件,只能依靠“調整”了。該液壓泵頭為力士樂雙向柱塞變量泵(SYHDFEE -10/250R-VZB25U99-0576-0AB1C),讓公司采購詢價近20多W,且訂貨周期需要8 - 10個月(備件的重要性啊),連帶該泵頭伺服控制器(VT-DFPE-A-22/G24K0/0B1C/V)詢價2W多,訂貨周期仍然需要8 – 10個月。圖示,力士樂設備手冊液壓伺服泵頭原理圖。
西門子1200寬溫型PLC模塊6AG12266BA325XB0