 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網






| 應用領域 | 電子/電池 |
|---|
6AG2234-4HE32-1XB1
SIPLUS S7-1200 SM 1234 4AI/2AQ 導軌 -25 ... +60°C T1 帶 70°C 持續 10min 帶防腐蝕涂層 根據 6ES7234-4HE32-0XB0 . SM 1234,4 個模擬輸入/2 個模擬輸出, +/-10V,14 位分辨率 或者 0(4)-20
 |
| 參考價 | ¥11 |
| 訂貨量 | 1 件 |
更新時間:2023-07-17 14:09:57瀏覽次數:458
聯系我們時請說明是化工儀器網上看到的信息,謝謝!
 |
 |
|
 |
|
西門子1200寬溫型擴展模塊6AG22344HE321XB1
 | 6AG2234-4HE32-1XB1 SIPLUS S7-1200 SM 1234 4AI/2AQ 導軌 -25 ... +60°C T1 帶 70°C 持續 10min 帶防腐蝕涂層 根據 6ES7234-4HE32-0XB0 . SM 1234,4 個模擬輸入/2 個模擬輸出, +/-10V,14 位分辨率 或者 0(4)-20mA, 13 位分辨率 |
SIEMENS西門子
*,質量保證,保修一年
專業銷售及維修西門子各類工控自動化配件;
:S7-200CN、S7-200SMART、S7-300、S7-400、 S7-1200、S7-1500、ET200、LOGO邏西門子可編程控制器輯控制模塊
西門子HMI人機界面:觸摸屏
西門子變頻器:MM420、MM430、MM440、G110、G120、6SE70
西門子工業以太網:通訊網卡、通訊電纜、通訊接頭、總線連接器 工控機、交換機、自動化軟件等系型號齊全,快速報價,買我們的產品無憂所值,我們的產品都承諾質保一年,讓您買的省心舒心,用的放心!
系統 :840D
設備 :160軋輥磨床
早上接到后便火速匆匆趕往事發現場,我們維護的1臺MK84160軋輥磨床在正常磨削過程中突發報警 代碼如下
25201 軸U0私服故障
300504 軸U0驅動1電機變頻器出錯
21612 通道1軸U0/U0 VDI信號‘伺服使能’位移時被復位
20005 通道1軸U0/Z1逼近參考點失敗
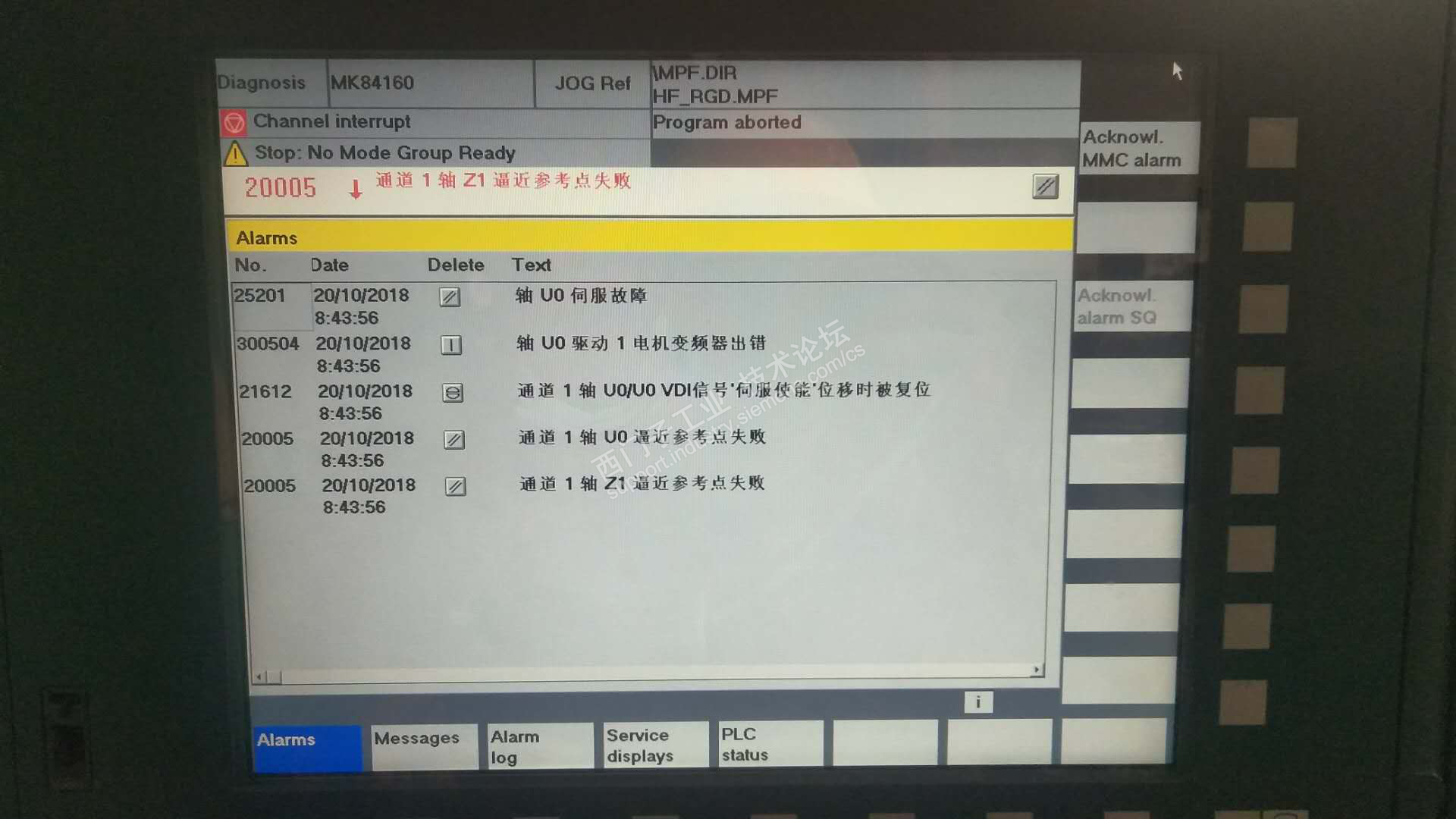
按故障復位后消掉部分故障 剩余為
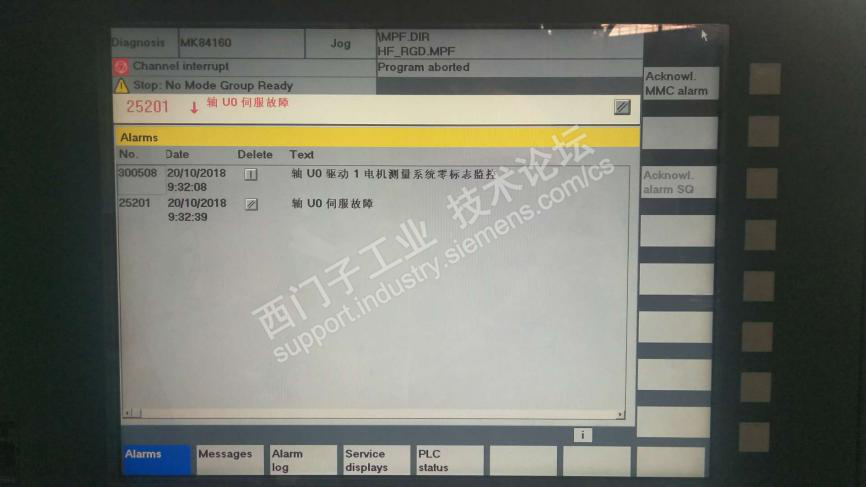
檢查配電室模塊情況發現U軸/U1軸 驅動模塊亮紅燈報警
可縮小故障范圍,初步判定為
1,驅動模塊故障
2,編碼器線路故障
3,U軸電機編碼器故障
4,U軸減速箱機械卡死故障。
接下來開始逐項排查
1,在機床軸參數U1界面屏蔽U1軸編碼器,30200(1)改為 0,NCU REST重啟后,報警代碼消失
按回參考點,除U軸無動作外,可正常回參。使用手輪手動調整U軸電機,當轉動到0.03MM左右,就會出現上述報警。機床參數30200(0)改回 1,重啟回參,繼續出現上述報警。
2,檢查私服驅動,未發現異常,如高溫,線路燒斷的異味,異響等,但為了保險起見,我還是在備件庫重新領了一臺新的換上,重啟通電,回參考點,還是出現了上述報警。
3,檢查線路,為了方便起見,將X1軸電機的編碼線拆下,與U1軸對掉互換,伺服驅動端也要互換,重新送電,回參考點,繼續報警。
好了,現在伺服,線路的問題基本可以排除了,重新回庫房,找找有沒有備用電機,好在萬幸,還有1臺剛備回來的U軸伺服電機,與舊電機對比型號確認無誤后,抱回磨床接線,上電,手動調整U軸手輪,暫未出現報警,回參考點,也未出現過報警。至此,問題點已經找到,接下來就開始拆換電機了。

回裝完畢!重新手動調整U1軸電機,未出現卡停,報警等現象,回參考點,運行機床磨削軋輥,磨削精度正常,維修完畢。
總結:此次報警不是我們常見的驅動故障,也不是線路故障,而是伺服電機編碼器,根據現場磨工反映是在正常磨削中出現的報警,并未有撞擊,大的進給,電流不穩定等外界因素。所以我只能初步斷定伺服反饋編碼器軸和軸承長期使用有磨損。雖然并不是很常見,但也需要引起一定的重視。今后更應該加強對電機的保養維護。
西門子1200寬溫型擴展模塊6AG22344HE321XB1