 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網


6ES72881CR600AA0西門子CPU模塊CR60s
6ES7288-1CR60-0AA0
SIMATIC S7-200 SMART,CPU CR60, 緊湊型 CPU,AC/DC/繼電器, 機載 I/O: 36 個 24V DC 數字輸入;24 個 2A 繼電器數字輸出; 電源:交流 47-63Hz 時 85-264V AC, 程序存儲器/數據存儲器 20 KB
產品簡介
詳細介紹
6ES72881CR600AA0西門子CPU模塊CR60s
 | 6ES7288-1CR60-0AA0 SIMATIC S7-200 SMART,CPU CR60, 緊湊型 CPU,AC/DC/繼電器, 機載 I/O: 36 個 24V DC 數字輸入;24 個 2A 繼電器數字輸出; 電源:交流 47-63Hz 時 85-264V AC, 程序存儲器/數據存儲器 20 KB |
*,質量保證,保修一年
專業銷售及維修西門子各類工控自動化配件;
:S7-200CN、S7-200SMART、S7-300、S7-400、 S7-1200、S7-1500、ET200、LOGO邏西門子可編程控制器輯控制模塊
西門子HMI人機界面:觸摸屏
西門子變頻器:MM420、MM430、MM440、G110、G120、6SE70
西門子工業以太網:通訊網卡、通訊電纜、通訊接頭、總線連接器 工控機、交換機、自動化軟件等系型號齊全,快速報價,買我們的產品無憂所值,我們的產品都承諾質保一年,讓您買的省心舒心,用的放心!
當今工業領域群雄四起幫派林立,好一派欣欣向榮的景象。同時又興起了智能制造數字化的浪潮。數字化旨在提高工廠的柔性,提高產品質量,提高效率。即所謂的工廠實現了定制化按批次生產,且生產原料和產品進行綁定,達到可追溯。同時在產品的服務周期內可以收集數據,讓數據產生價值,更好的服務未來的生產。
通常工廠中的設備都是相對孤立的,設備單體可以滿足自動化生產,設備和設備之間需要人工串聯,生產各個部門之間也是割裂的,也就是計劃生產模式,對企業的管理者的要求就是不斷的協調各個部門,更多的人為參與,總體感覺就是每個人都很忙,但是效率還不是很高。數字化就是為了讓設備之間互連互通,讓部門之間可以關聯起來,既爾打通設備到生產管理MES,以及整個工廠實現智能生產,從而達到定制化按批次生產,提高效率,提高產品質量。
這里暢想下數字化下的生產,以一瓶可樂為例,從原材料開始,到生產中的每個過程,每個可樂在下線到終的消費者的手里,它的所有活動都被記錄,形成完整的檔案。甚至通過收集消費者的飲用感受,去修改配方為消費者定制專署的口味,以及修正現在的配方,去升級產品。
那么怎么才能做到數字化呢,萬事開頭難,在開頭之前,應該有個標準做為約束,這樣才能統一起來,實現更高的效率。從大的方面來說,工廠的網絡架構,各個層級之間的數據接口等。小的方面到設備劃分,程序內部的命名,程序的結構等。
治理一個國家、一個社會,關鍵是要立規矩、講規矩、守規矩。對于工程師,不以規矩,不成方圓。那么標準化就是數字化的約定俗成,就是數字化的規矩。接下來我們會談怎么樣在設備的基礎的點,即編程中怎么做標準化,怎么定義變量名字,程序結構,接口等,以及這么做的優點。標準化從點滴開始。
1.編程角度標準化應該從易讀方面,程序里的變量、功能塊應該有一個統一的命名規則。變量命名中,推薦以英語單詞組成、首字母小寫、長度限制在24個字符之內、可以縮寫但每個名字里僅有一個縮寫。下圖分別為縮寫和名稱舉例


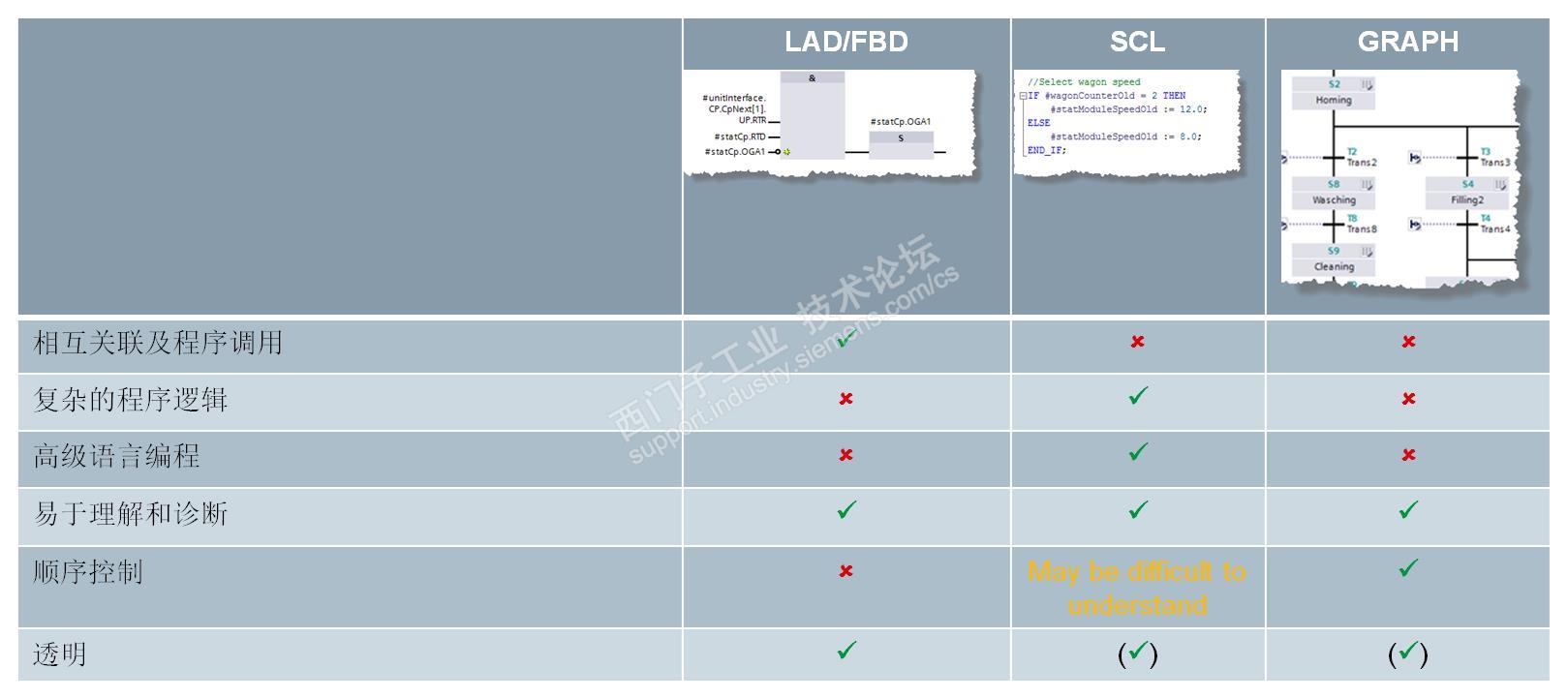
2. 從容易維護的角度,程序里應該有推薦的編程語言和注釋;編程語言中SCL類似于高級語言,適用于復雜算法、數據處理;LAD/FBD適用于邏輯處理,易于程序診斷,GRAPH善于處理順序控制。LAD/FBD和GRAPH已經包括在IEC 61131-3標準中。在具體使用中,各種語言特點不一,應該盡量用其優點。
3. 從靈活性方便更改的角度,程序應該用結構體數據以及統一參數接口;
4. 從重復性角度,程序應該用多重背景和全局數據,以及程序庫。
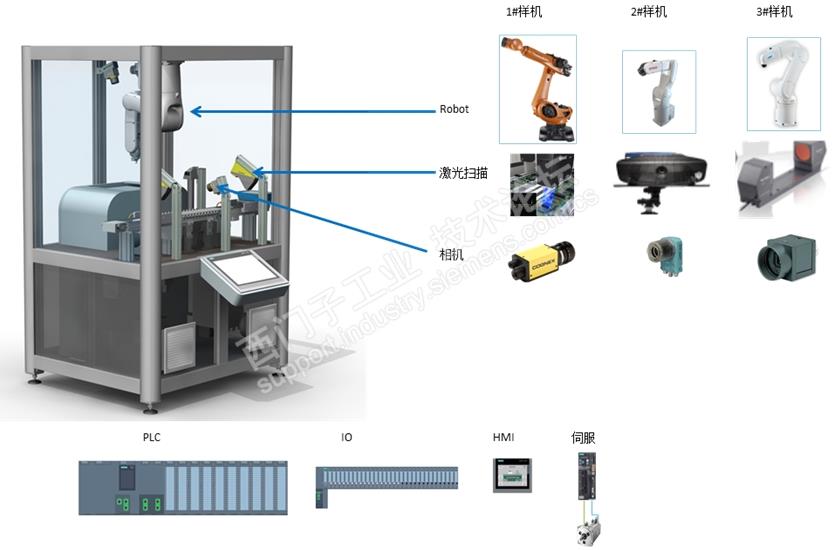
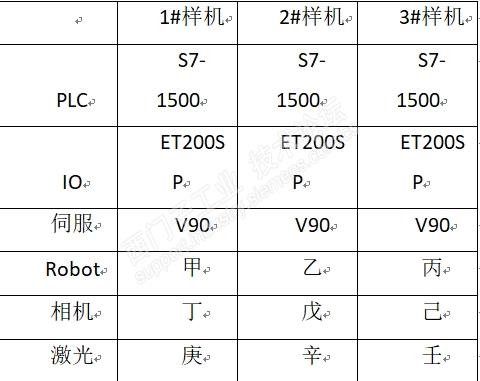
給大家講個真實的案例,在前一陣子參與了一個項目,情況是這樣的。做過OEM工程項目的話,打樣這個詞并不陌生,打樣就是同一個機器,配置n種方案,作出幾臺樣機進行產品測試。下面開始我們的故事,有一個機型是做零件組裝的設備,傳送帶采用伺服控制,來達到把材料傳送到相應的位置,氣動系統負責安裝動作,Robot負責抓取移位,相機負責檢測是否安裝ok,激光掃描負責檢測安裝精度。這個設備采用了三種方案,PLC、IO、伺服是一樣的,但是Robot和相機和激光分別是不同廠家。所以與其連接的為不同的通訊協議(PN、Tcp/IP、Modbus、PTP等方式)。客戶一次使用西門子的系統,分配了三個工程師分別去編寫三套樣機的程序,并對其進行調試。過了十幾天由于程序量以及工藝流程相對復雜,編程調試進行的不是很順利。客戶用到的編程思路就是線性編程結合部分結構化編程,但是工程師之間是各自為戰,所以終的效果不是很好。
客戶希望西門子能幫助客戶一起協助編程,我們一開始沒有盲目的編程,而是把機器中涉及到的產品,按功能和廠家進行分類,定義統一的編程規則,接口,數據格式等。然后分配給不同的人負責,有負責相機程序的編寫對接,包括通訊,以及預留觸發接口,對拍照的反饋和數據存儲;有負責激光的程序編寫對接,包括通訊,以及預留觸發接口,對激光掃描的反饋和數據存儲;有負責機器人的程序編寫對接,包括通訊,以及控制接口,運行的路徑數據存儲以及機器人狀態的管理;有負責伺服按工藝流程進行的控制程序。在這里數據接口確定了,以及數據格式確定了,HMI畫面自然可以使用統一的畫面。
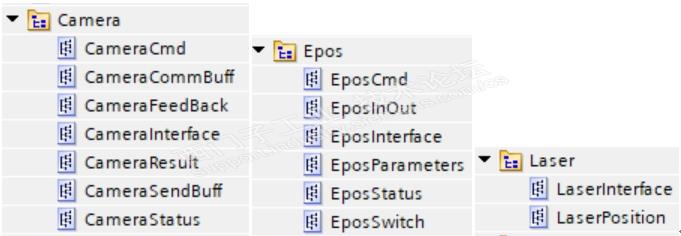
UDT的數據結構
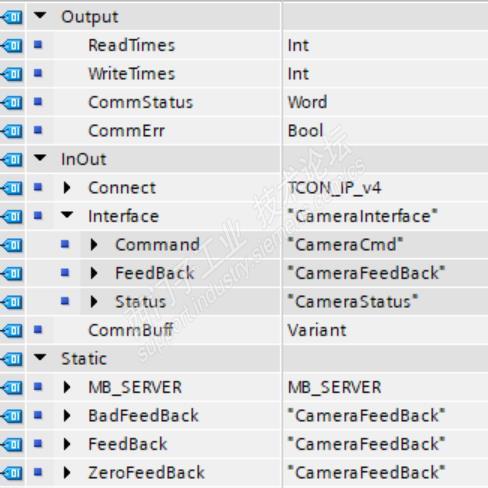
功能塊的數據管腳

功能塊內的程序結構
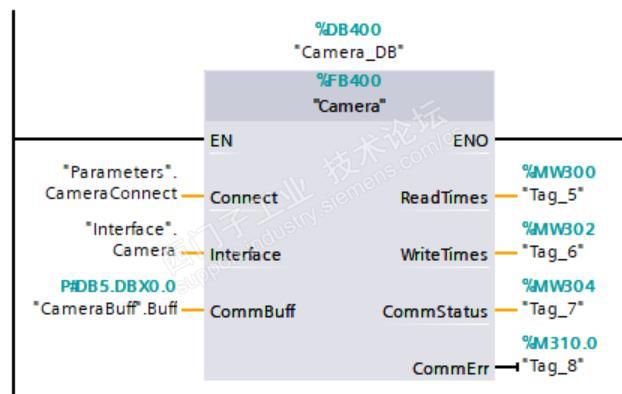
程序調用
三臺樣機在伺服定位控制、程序流程和設備狀態控制是一樣的,只是后面的相機,激光等不*。每個功能各自獨立測試,終根據項目的需要把程序串聯在一起,通過上面的辦法,大家明顯感覺到編程變的清晰明了了,編程容易實現。
其實上面這個故事只是用到了標準化編程概念中的UDT的數據結構,以及數據塊采用多重背景數據嵌套,接口采用*的接口方式和數據格式的概念,就已經帶來了事半功倍的效果了。
6ES72881CR600AA0西門子CPU模塊CR60s