 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












塑料薄膜包裝的熱合強度是衡量其密封性、防潮性和抗泄漏能力的核心指標,直接影響食品、醫藥等產品的貨架期與安全性。QB/T 2358《塑料薄膜熱合強度試驗方法》作為我國輕工業領域的標準,為熱封性能檢測提供了科學規范。雙五點梯度熱封儀憑借其多參數同步控制與梯度測試能力,成為該標準下熱合強度檢測的關鍵設備。本文將結合標準要求與設備特性,系統闡述其檢測流程、技術要點及實踐價值。
QB/T 2358標準的核心要求
1. 檢測范圍與適用性
QB/T 2358標準適用于塑料薄膜(如PE、PP、PET)、復合膜及涂布紙等材料的熱合強度測試,覆蓋食品包裝、醫藥包裝、日化用品等領域。其核心目標是通過量化熱封強度(單位:N/15mm),確保包裝袋在運輸、儲存及使用過程中具備可靠的密封性能。
2. 關鍵參數指標
溫度控制:設備需支持室溫至300℃的溫控范圍,精度≤±1℃,確保熱封過程中溫度穩定性。
壓力控制:熱封壓力范圍覆蓋0.05MPa至0.7MPa,支持不同厚度薄膜的均勻密封。
時間控制:熱封時間可調范圍為0.01s至999.9s,滿足快速工藝需求。
試樣規格:試樣寬度為(15±0.1)mm,展開長度為(100±1)mm,邊緣需裁剪平整以避免應力集中。
3. 測試環境與條件
試樣需在標準環境(23℃±2℃、50%±5% RH)下調節至少4小時,以消除材料內應力對測試結果的影響。測試時,拉力試驗機以(300±20)mm/min的速度進行T型剝離,記錄最大載荷值作為熱合強度指標。
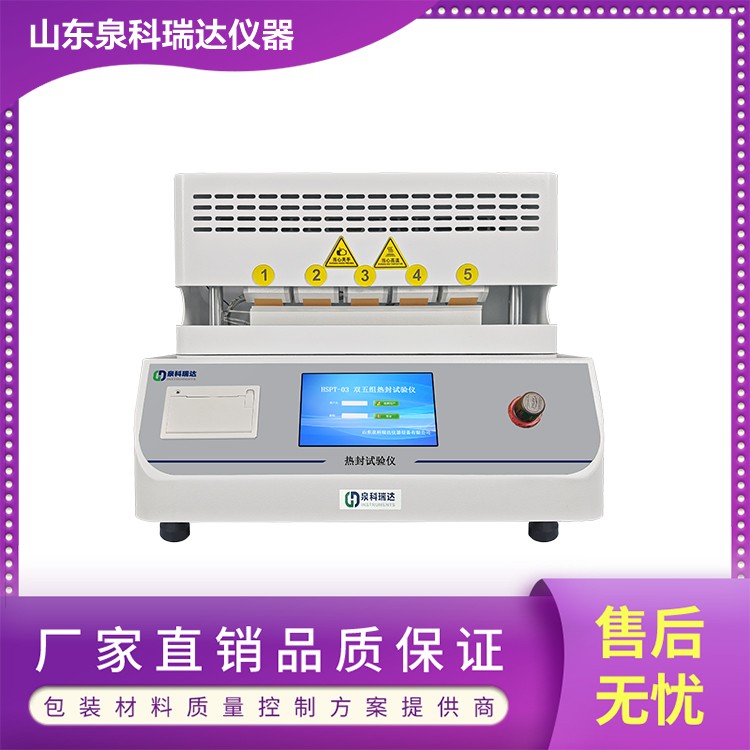
雙五點梯度熱封儀的技術優勢
1. 多參數梯度控制能力
雙五點梯度熱封儀采用上下封頭獨立控溫設計,可同時設定五組溫度梯度(溫差≤20℃),結合壓力與時間的梯度組合,實現“溫度-壓力-時間”三要素的同步優化。例如,在測試PE薄膜時,可一次性完成120℃/0.3MPa/1s、130℃/0.3MPa/1s等五組參數的熱封試驗,大幅提升測試效率。
2. 高精度與穩定性
溫控系統:雙PID控溫技術確保溫度波動≤±0.2℃,滿足QB/T 2358對溫控精度的要求。
壓力均勻性:下置式雙氣缸同步回路設計,使壓力分布偏差≤5%,避免局部欠壓或過壓。
時間控制:支持0.01s至999.9s的精確計時,適應短時快速封口或長時間熱封工藝。
3. 智能化操作與數據管理
設備配備7寸觸控屏與微型打印機,可一鍵啟動測試并自動生成符合QB/T 2358標準的檢測報告。
檢測流程與操作要點
1. 試樣制備
從包裝袋的側面、背面、頂部、底部等不同部位各裁取10條試樣,確保熱封部位居中。
使用游標卡尺測量試樣寬度(精度0.02mm),直尺測量長度(精度1mm),確保符合(15±0.1)mm×(100±1)mm的規格要求。
2. 設備校準與參數設置
溫度校準:使用紅外測溫儀驗證熱封頭溫度,確保與設定值偏差≤±1℃。
壓力校準:通過測力計檢測壓力分布,偏差≤5%。
參數設定:根據材料特性選擇溫度、壓力、時間組合。例如,PE薄膜常用參數為120℃/0.3MPa/1s,鋁箔復合膜可能需要180℃/0.5MPa/0.5s。
3. 熱封與測試
將試樣置于雙五點梯度熱封儀的加熱夾具之間,啟動設備完成熱封。
待樣品冷卻至室溫后,使用拉力試驗機以300mm/min的速度進行T型剝離,記錄最大載荷值。
計算熱合強度:熱合強度(N/15mm)=最大載荷(N)/試樣寬度(15mm),取10組有效數據的平均值作為最終結果。
4. 結果判定與優化
若熱合強度≥15N/15mm(食品包裝標準),且剝離面呈現均勻粘合狀態,則判定為合格。
若出現熱封邊脆裂或分層現象,需調整設備參數(如降低溫度或延長熱封時間)后重新測試。
結論
雙五點梯度熱封儀通過多參數梯度控制與高精度檢測能力,為QB/T 2358標準下的塑料薄膜包裝熱合強度測試提供了科學、高效的解決方案。其應用不僅提升了包裝材料的密封性能,還推動了包裝行業向智能化、綠色化轉型。

免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心